

انواع جوشکاری سازههای فلزی
جوشکاری بهعنوان یکی از اساسیترین فرآیندهای ساخت و ساز در حوزهٔ سازههای فلزی، نقش کلیدی در اتصال قطعات، افزایش استحکام و بهبود کارایی ساختارها ایفا میکند. انتخاب صحیح نوع جوشکاری نه تنها به دوام و ایمنی سازهها میانجامد، بلکه هزینههای نگهداری و زمان ساخت را بهطور قابلتوجهی بهینه میکند. در این مقاله به بررسی جامع […]

جوشکاری بهعنوان یکی از اساسیترین فرآیندهای ساخت و ساز در حوزهٔ سازههای فلزی، نقش کلیدی در اتصال قطعات، افزایش استحکام و بهبود کارایی ساختارها ایفا میکند. انتخاب صحیح نوع جوشکاری نه تنها به دوام و ایمنی سازهها میانجامد، بلکه هزینههای نگهداری و زمان ساخت را بهطور قابلتوجهی بهینه میکند. در این مقاله به بررسی جامع انواع جوشکاری مورد استفاده در سازههای فلزی میپردازیم و نکات مهم انتخاب، مزایا و معایب هر روش را همراه با نکات ایمنی بررسی میکنیم.
۱. جوشکاری قوس الکتریکی (Arc Welding)
جوشکاری قوس الکتریکی بهعنوان پایهٔ بسیاری از روشهای مدرن جوشکاری شناخته میشود. در این روش، یک قوس الکتریکی بین الکترود و قطعهٔ کار ایجاد میشود که باعث ذوب شدن فلزات و تشکیل جوش میگردد. زیرشاخههای اصلی این دسته شامل جوشکاری قوس دستی (SMAW)، جوشکاری قوس گازی (GMAW) و جوشکاری قوس ترکیبی (FCAW) است.

جوشکاری قوس دستی (SMAW)
این روش که بهنام جوشکاری آرک میخی نیز شناخته میشود، از الکترودهای پوششدار استفاده میکند که پس از ذوب شدن، خود بهعنوان مادهٔ پرکننده عمل میکند. SMAW بهدلیل سادگی تجهیزات و قابلیت کار در محیطهای خارجی، در پروژههای ساختمانی و پلسازی بسیار محبوب است.
- مزایا: قابلیت استفاده در مکانهای محدود، نیاز به تجهیزات کمحجم.
- معایب: سرعت جوشکاری کمتر نسبت به روشهای خودکار، نیاز به مهارت بالا در تنظیم جریان.
جوشکاری قوس گازی (MIG/MAG)
در این روش، الکترود بهصورت مداوم از یک منبع تغذیه میشود و گاز محافظ (آرگون یا ترکیبی گازهای محافظ) برای جلوگیری از اکسیداسیون جوش استفاده میشود. MIG برای جوشکاری فولادهای نرم و MAG برای فولادهای کربنی مناسب است.
- مزایا: سرعت بالا، کیفیت جوش ثابت، مناسب برای تولید انبوه.
- معایب: نیاز به منبع گاز محافظ، حساسیت به آلودگی هوا.
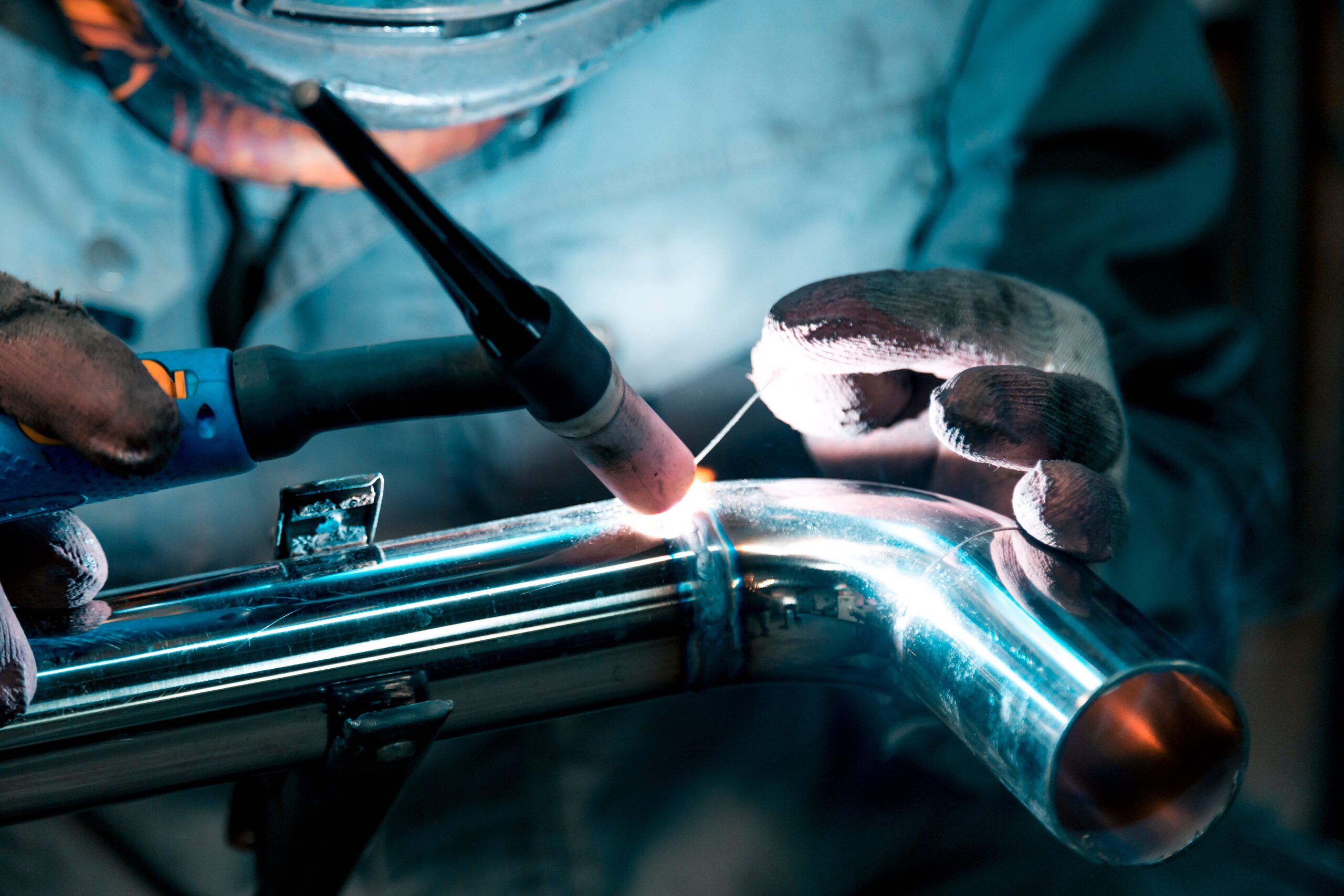
۲. جوشکاری TIG (Tungsten Inert Gas)
جوشکاری TIG از الکترود درنگی بدون ذوب شدن استفاده میکند و گاز نادیدهنشین (معمولاً آرگون) برای محافظت از منطقه جوش به کار میرود. این روش برای جوشکاری فولادهای نادر، آلیاژهای آلومینیوم و تیتانیوم ایدهآل است.

ویژگیهای کلیدی TIG
دقت بالا، امکان کنترل دقیق دما و سرعت جوش، و تولید جوشهای بسیار تمیز از ویژگیهای برجستهٔ این روش هستند. با این حال، هزینهٔ تجهیزات و نیاز به مهارت بالای اپراتور میتواند محدودیتی برای استفاده در پروژههای بزرگ باشد.
۳. جوشکاری لیزری (Laser Welding)
جوشکاری لیزری با استفاده از پرتو لیزر متمرکز، مادهٔ پایه را در نقطهٔ مشخصی ذوب میکند. این روش بهخصوص در صنایع خودروسازی، هوافضا و ساخت قطعات دقیق ساختاری بهکار میرود. مزیت اصلی آن سرعت بسیار بالا و دقت مکانیکی فوقالعاده است.
- مزایا: عدم نیاز به مادهٔ پرکننده، جوشهای نازک و دقیق، کمترین تغییرات حرارتی در قطعه.
- معایب: هزینهٔ سرمایهگذاری بالا، نیاز به کنترل دقیق محیط کاری.
۴. جوشکاری الکترونی (Electron Beam Welding – EBW)
در این نوع جوشکاری، پرتو الکترونی در خلا (Vacuum) به سطح کار میرسد و با سرعت بالا ذوب میشود. EBW برای جوشکاری قطعات ضخیم و ترکیبی، مانند ترکیب فولاد با آلومینیوم، مناسب است. این روش به دلیل فشار کم در منطقه جوش، باعث کاهش تنشهای حرارتی میشود.
۵. انتخاب مناسبترین روش جوشکاری برای سازههای فلزی
انتخاب نوع جوشکاری بستگی به عوامل متعددی دارد که در جدول زیر بهصورت خلاصه بررسی میشوند:
- نوع فلز: فولاد کربنی، فولاد آلیاژی، آلومینیوم، تیتانیوم یا ترکیب آنها.
- ضخامت قطعه: برای قطعات نازک میتوان از TIG یا لیزری استفاده کرد؛ برای قطعات ضخیمتر روشهای قوس یا الکترونی مناسبترند.
- محیط کاری: در فضای باز، SMAW یا MIG با گاز محافظ میتواند مناسب باشد؛ در محیطهای کنترلشده، TIG یا لیزری عملکرد بهتری دارند.
- سرعت و هزینه: برای پروژههای بزرگ و سریع، MIG یا FCAW ترجیح داده میشود؛ برای پروژههای دقیق و پرهزینه، TIG یا لیزری انتخاب میشوند.
۶. نکات ایمنی در جوشکاری سازههای فلزی
جوشکاری بهدلیل تولید حرارت بالا، اشعهٔ فرابنفش و انتشار گازهای مضر، خطرات ایمنی جدی دارد. رعایت موارد زیر میتواند خطرات را بهحداقل برساند:
- استفاده از ماسک جوشکاری با فیلتر مناسب برای جلوگیری از اشعهٔ UV.
- پوشیدن دستکشهای حرارتی، لباسهای مقاوم در برابر شعله و کفشهای ایمنی.
- تهویه مناسب فضا برای دفع گازهای سمی مانند زئولیت و مونوکسید کربن.
- بررسی دورهای تجهیزات جوشکاری برای جلوگیری از نقصهای الکتریکی.
۷. روندهای آینده در جوشکاری سازههای فلزی
پیشرفتهای فناوری، بهویژه در حوزهٔ روباتیک و هوش مصنوعی، در حال تحول روشهای جوشکاری هستند. روباتهای جوشکاری با قابلیت برنامهریزی دقیق، امکان انجام کارهای تکراری و خطرناک را بدون دخالت مستقیم انسان فراهم میکنند. همچنین، استفاده از حسگرهای پیشرفته برای کنترل دما و فشار در لحظه، کیفیت جوش را بهصورت خودکار بهینه میکند.
نتیجهگیری
درک عمیق از انواع جوشکاری و ویژگیهای هر یک، به مهندسان و متخصصان ساخت و ساز این امکان را میدهد تا بر پایهٔ نیازهای پروژه، روش مناسب را انتخاب کنند. از جوشکاری دستی برای شرایط دشوار و فضای باز، تا جوشکاری لیزری برای قطعات دقیق، هر روش مزایا و محدودیتهای خاص خود را دارد. با رعایت نکات ایمنی و بهرهگیری از فناوریهای نوین، میتوان کیفیت، سرعت و بهرهوری جوشکاری در سازههای فلزی را بهسطحی بالاتر ارتقا داد.

ارسال دیدگاه
مجموع دیدگاهها : 0در انتظار بررسی : 0انتشار یافته : 0